
|
By Jay "Cozmo" Curtiss - images & text © 2003
The following is what I consider to be the most painless way to cast replicas of a part that I want to have several of, but don't want to build each individually. I am a firm believer in the KISS method. So this may seam over simplified to some of y'all. Though most mold making kits come with instructions, I have yet to see one that was easy to understand. I will try to do better. Since most of us don't have vacuum chambers and pressure pots, we won't worry about that stuff. I started casting my own parts about 15 years ago, with latex one-piece molds and polyester resin, gun turrets and fittings for 1/96 scale ships mainly. Not long after I began, I did some contract work for a model shop. While there I learned the basics of making molds with RTV (Room Temperature Vulcanizing) silicone. I wish I had studied it more. At the time I thought you had to have lots of equipment and capital to make those kinds of molds. This is by no means the only way to make molds. Or even the best way for you; it works for me. |
|
Recommended Supplies |
![[Click to enlarge]](jc_molds_001-supplies.jpg) ^ Recommended supplies |
|
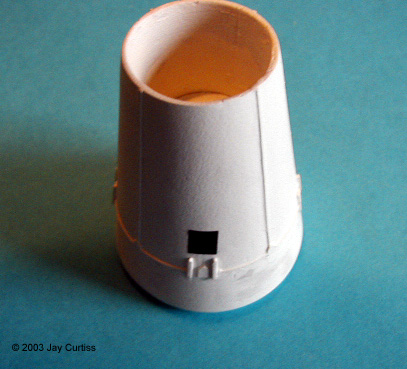
Before You Mold: The Master The object that you want to mold is known as the prototype, or master. Every detail of the master will be reproduced by the mold. So, this is the best time to get rid if those scratches, gouges and sanding marks. RTV silicone and latex molds can handle small undercuts. Undercut is used to describe an area of a cast part that is larger than the opening of the mold, so the mold has to be stretched to get the cast part out. If there are many, complex, or large undercuts it is better to make the mold in more than one piece. Decide how you want to cast the part. Flat parts are easy. Others, like cylinders, are more difficult to decide. You can either set it on end (and have one end with no detail) or cut the part in half lengthwise, make a mold of both halves, then assemble the cast pieces. However you decide, a little forethought can make the entire process go a lot easier. |
|
|
|
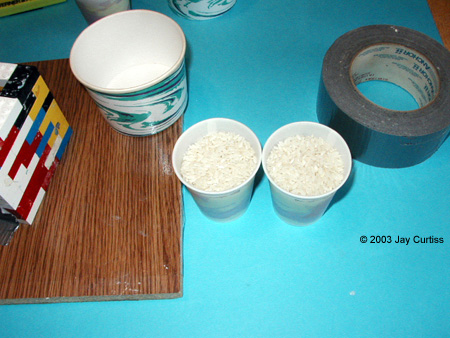
Step One: Preparing the Mold Begin by building a box around the part to be molded. Lego's come in real handy for this. Don't skimp on the size in this step. You want there to be enough of the mold to hold its shape. A half-inch ought to do. Place the part to be molded into the box, fill with rice to the desired height of the mold. Pour the rice equally into two measuring cups and mark the cups. This is how much of each part of the compound we will need. Seal the mold box with latex and let dry. On a clean level surface (I use a scrap of shelf board) place enough double-sided tape to secure the entire mold box. Put the part to be molded firmly onto the tape. Since this will eventually be a two-part mold I also put some locating pins. Locating pins help to properly assemble the mold. Then place the mold box around the object and press firmly into the tape. Step Two: Pouring the Mold During this process it is important to do everything possible to avoid air bubbles. Mix the mold compound according to the manufacturer's directions. Use a lot of newspaper, as this part can be messy. In addition to whatever the instructions tell you, do everything you can to avoid air bubbles while mixing. They can ruin a mold. Use a disposable paintbrush and "paint" the object to be molded with the compound. This way you will be sure to fill any undercuts or areas that can trap air bubbles. Place the mold box at a slight incline and pour the mixture slowly into the lowest part of the box. Always looking for trapped air and piercing any bubbles you might see with a toothpick. After the recommended curing time you can carefully remove the mold box, remove the master part and you are ready to cast new parts. If there are any air bubbles, mix a small portion of mold compound and fill in the bubbles with it. You can also repair a torn mold this way. Casting In choosing a casting resin I like to get a low viscosity (less than 80, flows almost like water and fills most all areas) medium cure (pot life about 7 minutes and can be removed from the mold in about an hour) resin. The resin cures by generating its own heat through chemical reaction. The smaller the part cast, the longer it takes to cure. It is usually not a good idea to mix less than an ounce of resin at a time. It's hard to get a good enough mixture to cure. Have some pieces of thick acrylic, weights, talcum powder, mold release (you can use the stuff for candle making or "Pam" type cooking spray) and some toothpicks. A couple extra molds and some small round containers. These are to hold any extra resin, good for carving or turning new parts. Give the mold a good dusting of the talc, and spray the acrylic with a mold release. Measure and mix the resin according to the manufacturer's instructions.Again, during this process it is important to do everything possible to avoid air bubbles. Pour the resin into the mold to fill. If there is trapped air, use a toothpick or skewer to remove them. Pay attention to the time so you are not still removing bubbles when the resin starts to harden. Place a piece of acrylic over the mold. Do not put it straight down, but rather start on one side and lay it across the mold. This pushes air bubbles over the side of the mold instead of into it. You can then place a weight on the acrylic to remove extra resin from between the mold and the piece of acrylic. Just make sure that the weight is not so much that it deforms the mold. When the resin has cured, you can remove the acrylic from the mold. Extra resin will have formed a thin "wafer" that will hold small parts together. This can either be cut, or sanded away. If you are spending an afternoon of casting, you can do the pouring on one of those large magazines that comes with the Sunday newspaper. That way you can just tear out the page after each pour and remove all the overflow. You can start the next pour with a clean surface. And there ya' go. A copy of the original part in much less time than it would take to make one from scratch. Now you can make as many as want. Two-Part Molds Here is where things can get tricky. Rather than start all over with a new subject, I will show how the one-piece mold I just made will become a two-piece mold. Before I begin to make the second part of the mold, I will cast one of the parts so the copy, rather than the original, will be modified for the molding process. Most two part molds are used to replicate more detailed parts with many under-cuts. They must be secured together and have fill holes and holes for air to escape. The second part of this mold will be to hollow out the part to save weight and form the "garage" for the kit supplied Lunar Module (LM). Instead of assembling the mold first, the resin will be poured first, and then, the mold assembled. Once the part to be molded has been modified, it is placed back into the mold in the exact position it was removed. The first part of the mold already has locating pins formed into it. If it didn't they would have to be carved into the mold. A mold release agent is then applied to the mold and part to make sure the new part of the mold can be separated from the old part. Just to be on the safe side, liquid latex is also applied here the RTV silicone will touch. A mold box is also built around the mold up to the height that the second part of the mold will reach. This too is covered with latex. When the mold is assembled, there is the possibility that the process will trap air in the mold. To keep this from happening, a channel is made in the new mold by inserting a plastic rod vertically into the center of the new mold where it meets the old one. The new mold will be formed around this rod. Make sure the air channel does not get larger as it travels through the mold. Resin will fill this chamber as the mold is assembled, and the cured resin, that filled the channel, will need to be pulled through the mold to remove it. Build something onto the mold box to hold the rod steady. To show that anybody can screw up, I had planned for this channel to be an accurate escape rocket, but I put the lower half in upside down when making the first part of the mold. The locating pins were to double as the engine bells for the escape rocket. Like with the one-piece mold, use the rice to determine the amount of mixture, then mix and pour the mold mixture according to the instructions. Let the mold cure. Carefully disassemble the mold and you are ready to go. |
|
Casting the Two-Part Mold You cast the two-part mold the same as the one-part mold. After you pour the resin, place the second part of the mold into the first part, matching the locating pins. Depending on the size of the second part of the mold, the resin does not have to completely fill the mold. While filling, tip and roll the mold slightly to get the resin to coat the interior of the entire mold (this helps eliminate air bubbles). The second part of the mold will push the resin up to fill the mold. Where to Get Stuff
|
|
![]()
This page copyright © 2003 Starship Modeler™. Last updated on 17 February 2003.
![[Click to enlarge]](jc_molds_003-Master_and_Moldbox.jpg)
![[Click to enlarge]](jc_molds_004-rice.jpg)
![[Click to enlarge]](jc_molds_006-ready_to-pour.jpg)
![[]](jc_molds_010-Weighting_the_Resin.jpg)
![[Click to enlarge]](jc_molds_007-The_mold.jpg)
![[Click to enlarge]](jc_molds_013-Some_1part_molds.jpg)
![[Click to enlarge]](jc_molds_009-Ready_for_the_pour.jpg)
![[Click to enlarge]](jc_molds_011-Ready_to_demold.jpg)
![[Click to enlarge]](jc_molds_012-Done_mostly.jpg)
![[Click to enlarge]](jc_molds_014-Some_2part_molds.jpg)
{kind=link}
{kind=link}
{kind=link}